انتشار مقاله عضو هیأت علمی درباره بهبود فرآیندهای ساخت افزایشی قطعات دیوارهنازک با استفاده از جوشکاری قوس فلزی گاز و تبدیل موجک
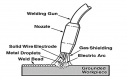
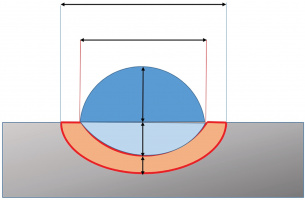
در این پژوهش، فناوری ساخت افزایشی بهعنوان روشی کارآمد برای تولید قطعات پیچیده با مصرف انرژی کمتر، کاهش ضایعات مواد اولیه و کوتاهشدن زمان تولید مورد توجه قرار گرفت. با این حال، یکی از چالشهای اصلی در فرآیندهای ساخت افزایشی مبتنی بر جوشکاری با گاز محافظ، عدم یکنواختی ارتفاع گرده جوش در مسیرهای مختلف است که میتواند دقت ابعادی قطعات تولیدی را کاهش دهد.
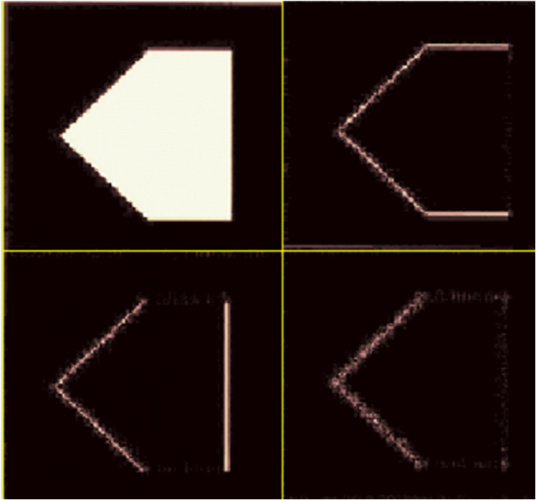
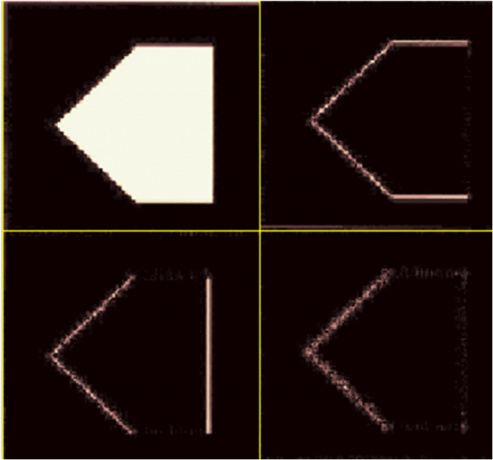
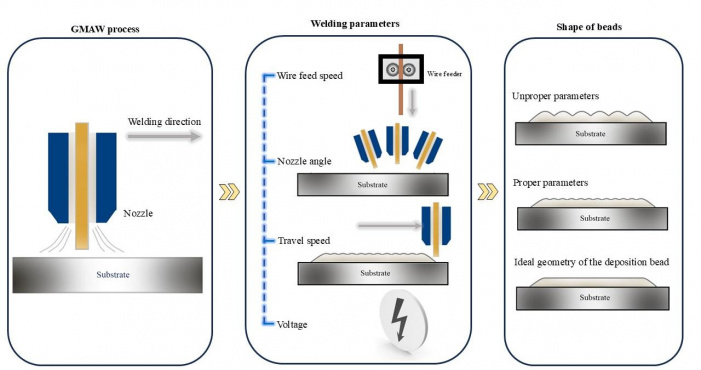
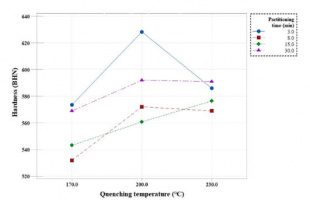
در این تحقیق، بهمنظور دستیابی به یکنواختی ارتفاع گرده جوش، پارامترهای مؤثر شامل زاویه نازل، سرعت جوشکاری، سرعت تغذیه سیم و ولتاژ بهصورت تجربی بررسی شدند. همزمان از تکنیکهای پردازش تصویر و تبدیل موجک برای ارزیابی یکنواختی ارتفاع گرده جوش استفاده شد. پس از تعیین شرایط بهینه، پارامترها برای تولید قطعات پیچیده اعمال شدند. نتایج نشان داد که در ولتاژ ۲۷ ولت، زاویه نازل ۹۰ درجه و بیشینه سرعت تغذیه سیم، یکنواختترین گرده جوش حاصل میشود. قطعات تولیدشده در لایههای مختلف فاقد اعوجاج بوده و تکرارپذیری مناسب فرآیند، قابلیت اطمینان بالای این روش را برای تولید قطعات صنعتی تأیید میکند.
Title
Enhancement of Additive Manufacturing Processes for Thin-Walled Part Production Using Gas Metal Arc Welding (GMAW) with Wavelet Transform.
Abstract
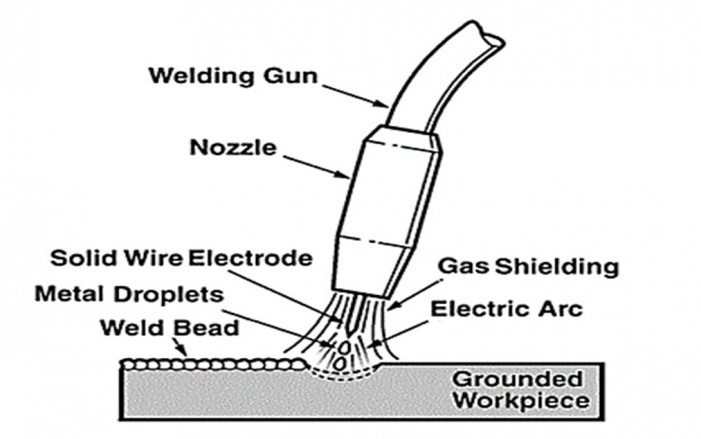
Additive manufacturing encompasses technologies that produce three-dimensional computer-aided design (CAD) models through a layer-by-layer production process. Compared to traditional manufacturing methods, additive manufacturing technologies offer significant advantages in producing intricate components with minimal energy consumption, reduced raw material waste, and shortened production timelines. AM methods based on shielded gas welding have recently attracted attention due to their high efficiency and cost-effectiveness in manufacturing critical components. One of the major challenges in these methods is the irregularity of weld bead height along the welding path, which reduces dimensional accuracy. In this research, the most influential parameters on weld bead geometry including nozzle angle, welding speed, wire speed, and voltage were experimentally evaluated. Image processing and wavelet transform techniques were simultaneously employed to assess the uniformity of weld bead height. After determining optimal parameters, intricate parts were successfully fabricated. Results indicate that the smoothest bead line was achieved at 27 V, nozzle angle of 90°, and maximum wire feed rate. The produced parts exhibited no distortion across different layers, confirming the high repeatability and reliability of this method.
Keywords Wire Arc Additive Manufacturing (WAAM); thin-walled parts; image processing; gas metal arc welding (GMAW).
خاطر نشان میگردد این مقاله در اکتبر سال ۲۰۲۴ در ژورنال Applied Sciences چاپ شده است.






نظر شما :